加工换款太费时间?这款夹具秒切换(以旧换新加工费)
做精密加工的老板和车间主管应该都有同感:现在订单越来越偏向多品种、小批量,刚调好机做完一款,下一款马上接上,光夹具切换、重新装夹校位,一天就能耗掉大半天,机床稼动率上不去,产能提不起来,利润自然被摊薄。


其实不是订单难接,是咱们的装夹方式没跟上生产节奏。传统单工位虎钳,一款产品配一套,换款就要拆换夹具、反复校精度,不仅费人工,还容易因定位偏差出废品;就算勉强用同款夹具凑活,也得一次次调整夹紧力,效率低不说,精度还稳不住。
我们车间之前也被这个问题卡了很久,尤其是接电力金具、小型阀体这类多规格订单时,操作工光调夹具就忙得脚不沾地,一台机床一天下来实际加工时间还不到一半,老板看着干着急。直到换上自家的多工位液压组合虎钳,才算彻底解决了这个痛点。
02、虎钳的核心优势
这款虎钳最核心的优势,就是多工位任意组合,一款夹具适配多款工件。6 工位、4 工位、双工位能自由切换,从 0.55mm 到 650mm 的夹持范围全覆盖,不管是小型的轴类零件、异形的电力金具,还是常规的法兰、支架,不用拆换夹具,只需调整钳口,几秒就能完成换款装夹,彻底告别反复拆校的麻烦。
而且它的高精度和稳定性,完全能满足精密加工的要求。全钢材质经 HRC54° 淬火处理,抗加工振动不跑偏;液压精准控夹紧力,从 0 到 30KN 可调,薄壁件不压变形、硬质件夹得牢,重复定位精度<0.02mm,换工位、换操作工都不用重新校机,夹上工件就能直接加工。
03、虎钳的效率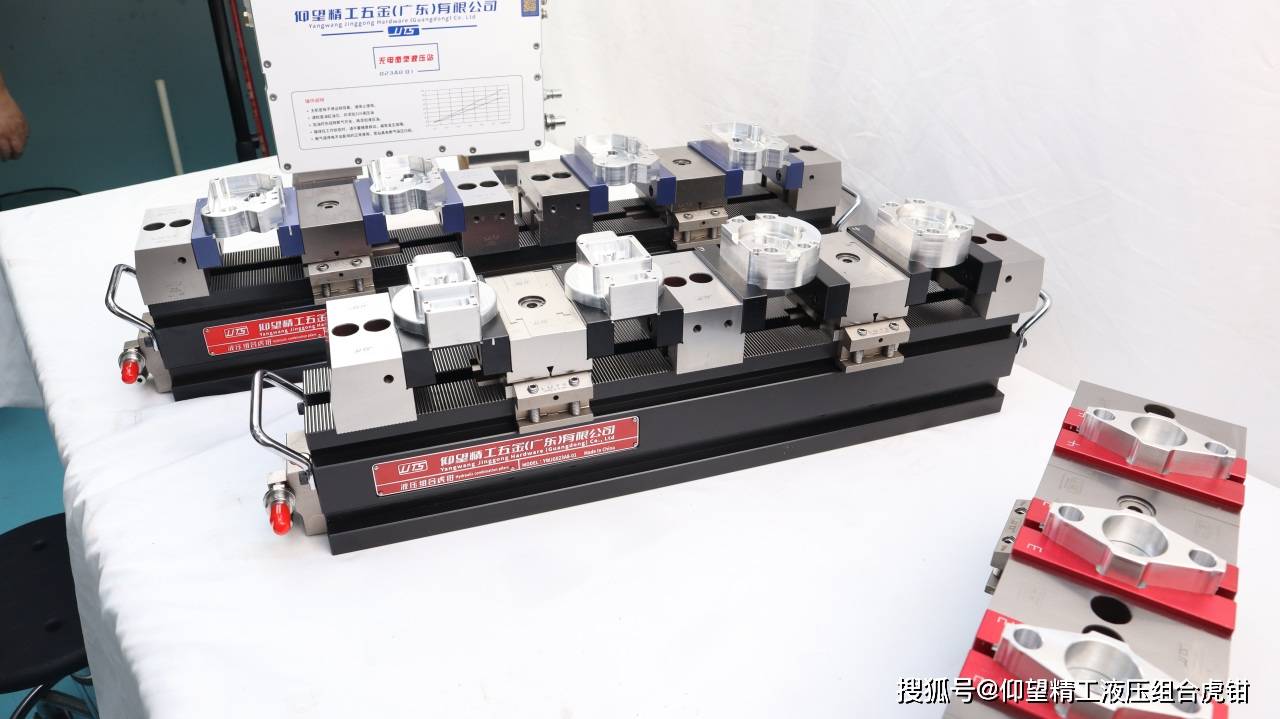
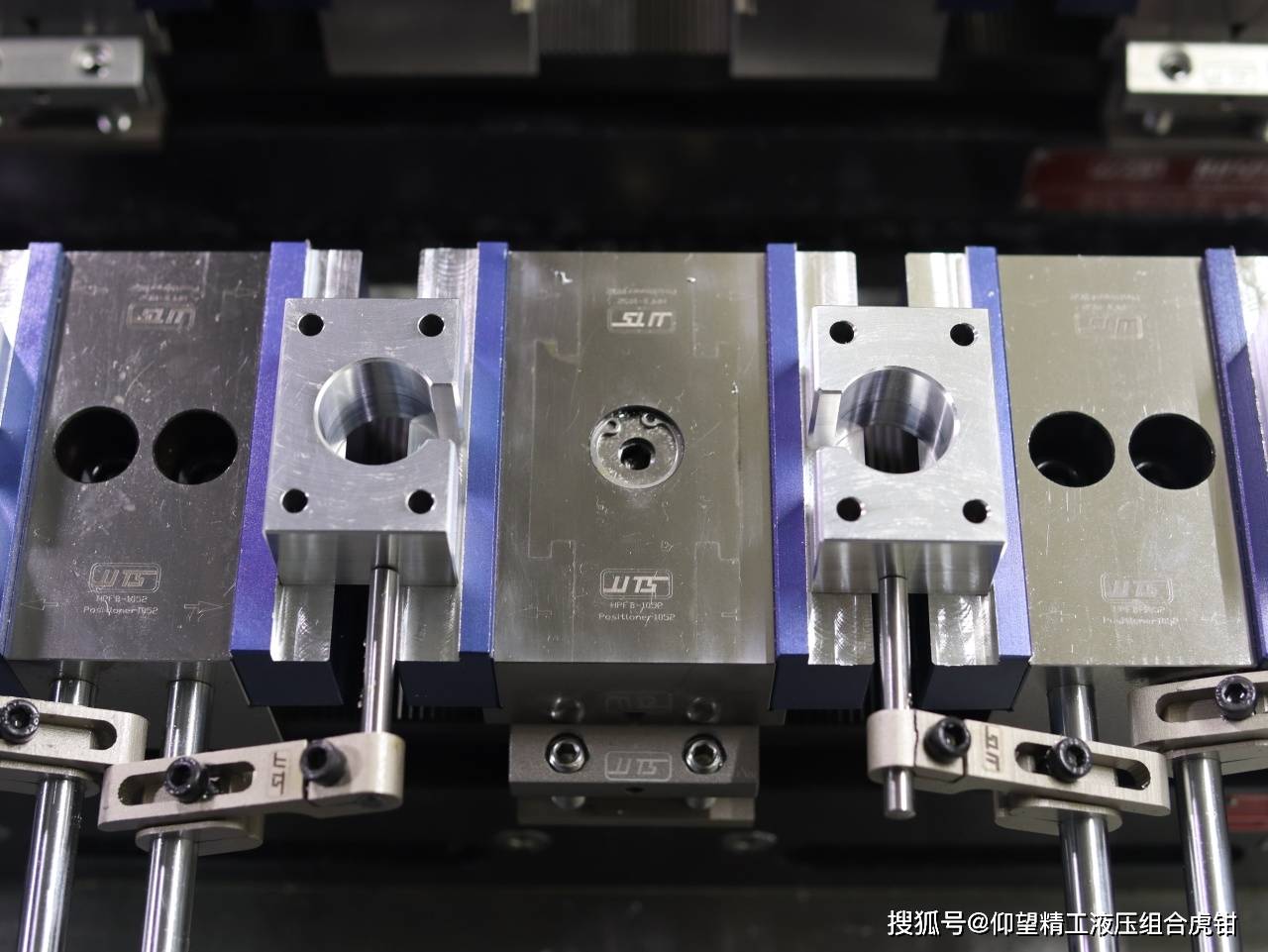
更关键的是,多工位同时加工,直接把产能拉满。之前用传统虎钳,一次只能夹 1 件,装夹耗时 20 秒,一小时顶多加工 18 件;现在用 4 工位液压组合虎钳,一次夹 4 件,单批次装夹耗时还是几秒,一人能同时操作 3 台机床,一小时产量直接冲到 72 件,效率翻了 4 倍,机床稼动率从原来的不到 50% 提升到 80% 以上。
不光是通用加工,这款虎钳还能适配非标定制、无人生产的需求。快换钳口可根据工件外形定制仿形,不用单独做定制夹具,省下一大笔夹具成本;搭配无电微型液压站,能实现电控、脚踏、手动三种控制模式,还能对接机械手,实现自动装夹、无人化生产,进一步省人省心。
04、最容易出问题的场景
现在我们车间接多品种小批量订单,再也不用愁效率了。不管是换款频繁的电力金具,还是规格多样的轴类、管类零件,一台虎钳就能搞定,装夹快、精度稳、产能高,既省了人工成本,又提高了机床利用率,订单再多也能从容应对。
其实做加工,拼的不只是机床和技术,更是细节上的效率把控。一款适配的多工位夹具,看似只是换了个装夹工具,实则是打通了生产效率的关键节点。
你车间是不是也被多品种小批量加工的装夹问题困扰?平时换款调夹具要多久?评论区留一句,我帮你分析怎么用夹具优化效率。
-END-











