家具出口混装如何提高装载率并减少集装箱数量?(家具出口商)
家具出口与普通箱规产品不同。表面看都是纸箱包装,实际上却存在三个典型特征:超长件多、扁平板件多、厚薄差异明显。
1、本批产品尺寸结构如下(部分列举):
① 喂养台:134.5×57×19.5cm
② 台盆柜:164.6×57.5×15.5cm、104.5×57.5×23cm、104.5×57×28cm
③ 壁炉/双台盆岛台/旋转餐车:155×58×24cm、114×51.5×17.3cm、78×51×16cm、145.5×68.5×20cm
④ 餐桌:105×55×24cm、103×84×19.5cm、103×86×16.5cm、134×55×19.5cm
⑤ 餐边柜:190×47×15.5cm、192×48×16cm、144.5×59×19cm
⑥ 电视柜:116×53×23cm、194×16.5×45cm、192×48×17.5cm

2、可以看到:
① 最长达到194cm、最窄仅16.5cm、厚度从15.5cm到45cm不等,这类结构典型属于“板件+结构件混装优化问题”。
二、家具装柜中的核心难点1、超长件优先级如何排序?
190cm以上板件必须优先规划。若后置,将占据尾部整段空间。
2、高度结构如何接近235cm?
不同厚度板件叠层后是否接近满高?是否会出现整层浪费?

3、是否允许横竖摆放?
部分板件可平放,部分需直立。
4、承压与防变形问题
板式家具必须控制堆叠层数,避免底层受压变形。
5、混装比例变化
不同订单数量不同,每次结构都要重算。人工排柜在这种复杂结构下,很难一次到位。

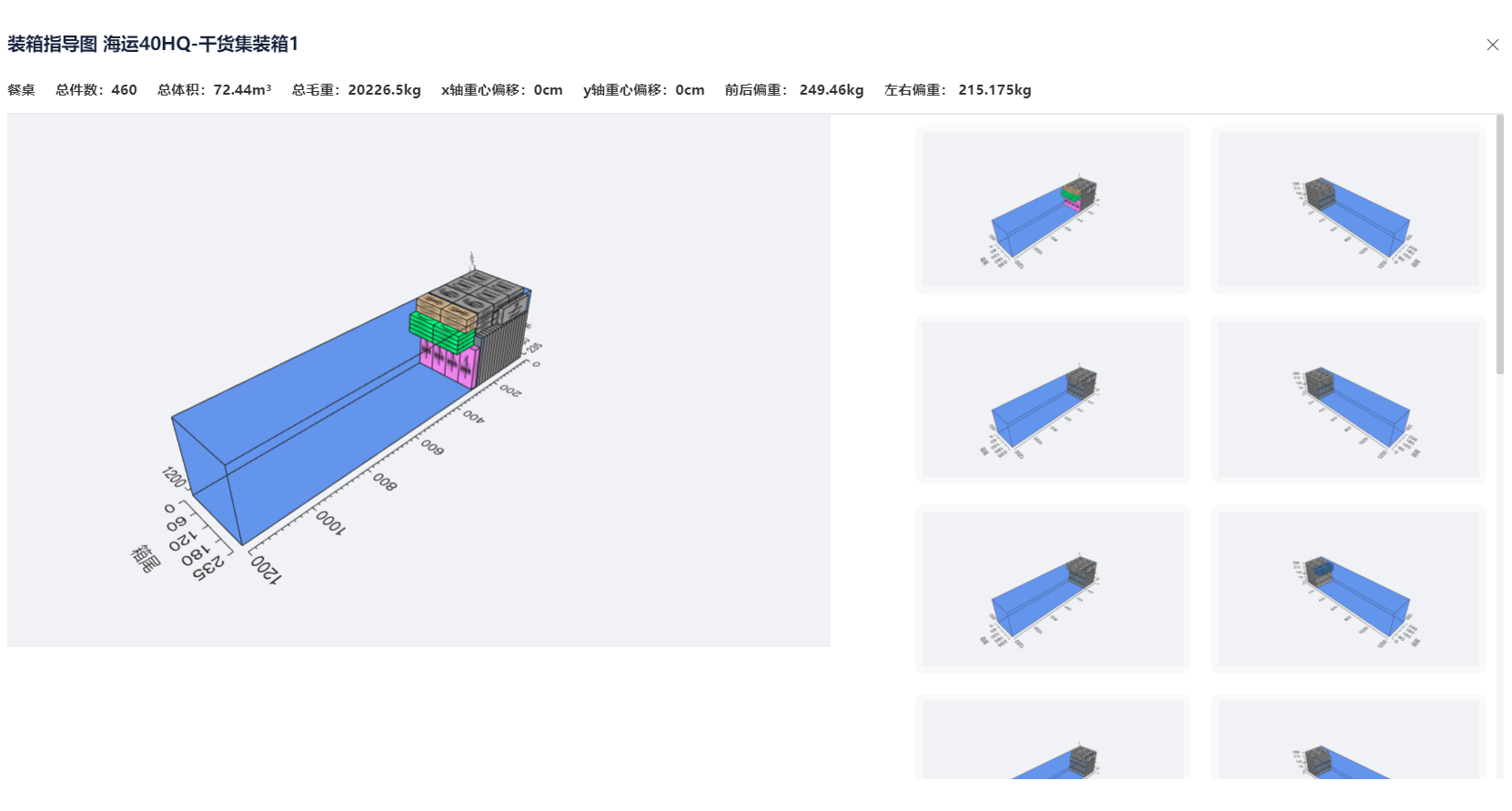
1、使用“悠闲装箱软件”模拟计算
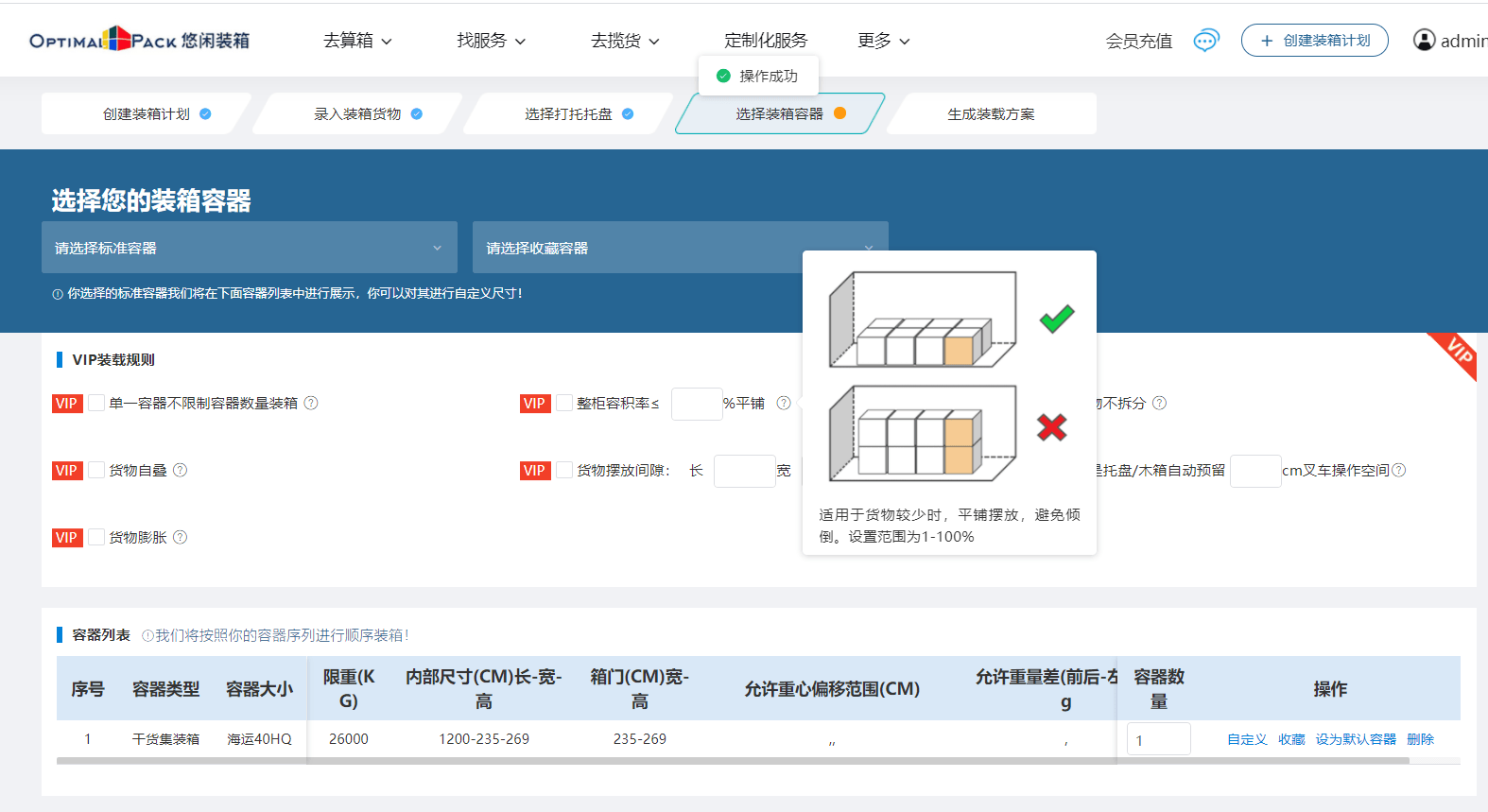
① 集装箱尺寸:1200×269×235cm
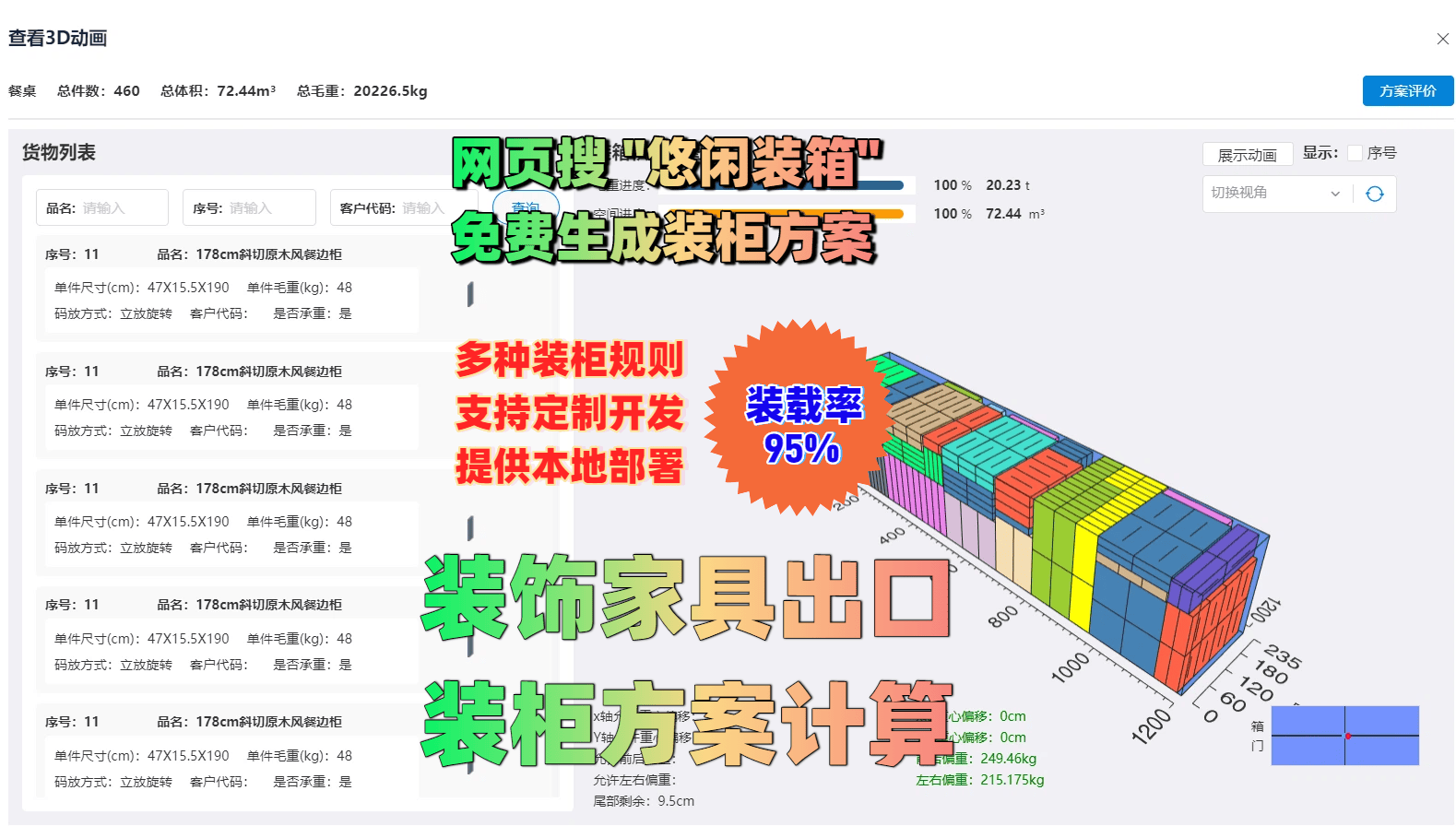
② 装载率95%、总件数460件、总体积72.44m³

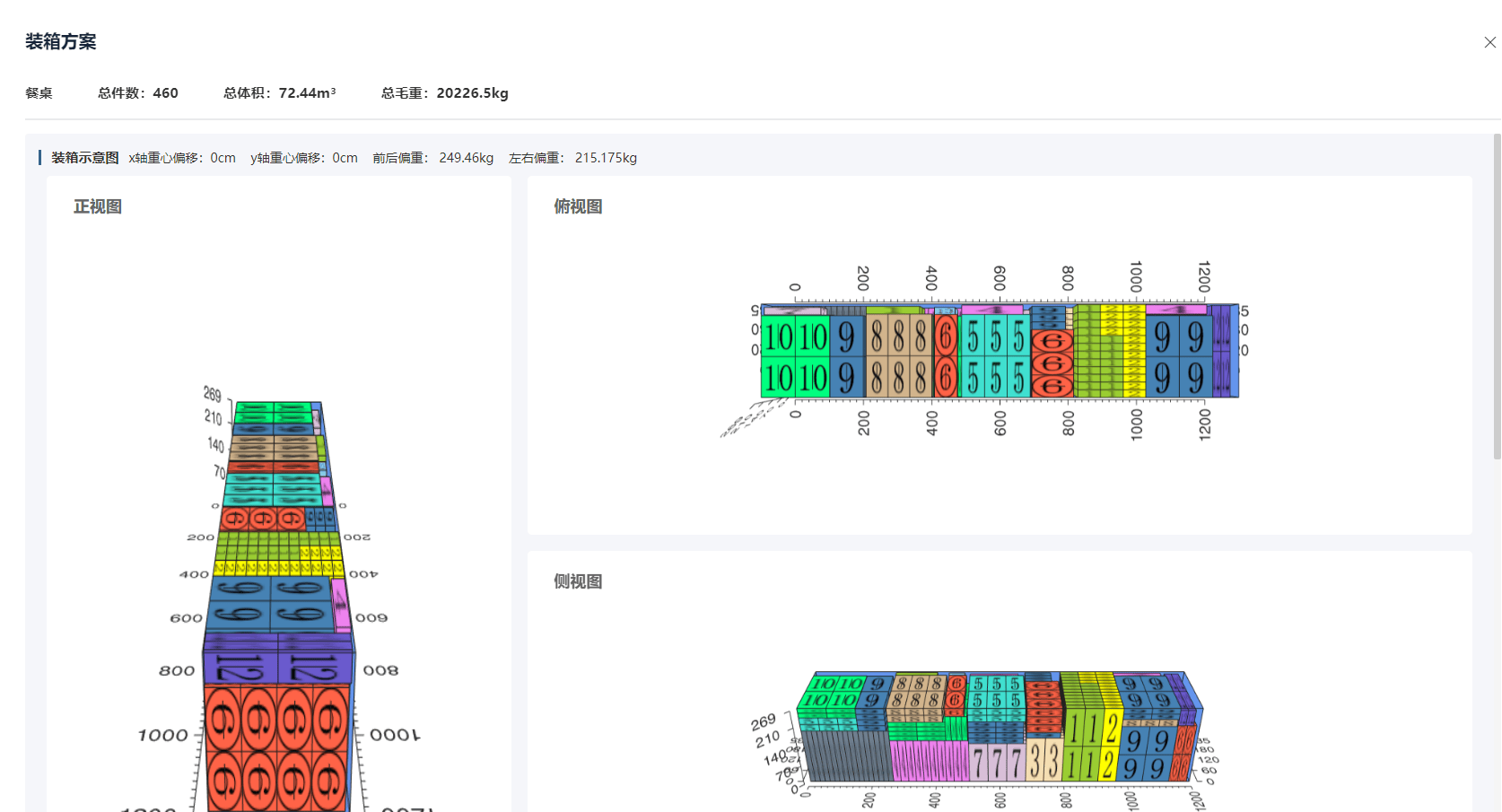
2、95%的装载率意味着
① 空间被结构化填充、长板件与中型柜体形成骨架、薄板件作为填充层;这不是简单体积相加,而是三维结构优化的结果。
四、人工排柜能否稳定达到95%?
人工无法快速尝试多种组合,无法精确计算叠层高度误差;无法判断是否已经达到最优解。当规格达到十几种以上时,空间组合数量呈指数级增长。人工排柜更多依赖经验,但经验难以覆盖所有排列可能性。
“悠闲装箱软件”在此类复杂家具混装中体现出明显优势:

1、三维空间模拟
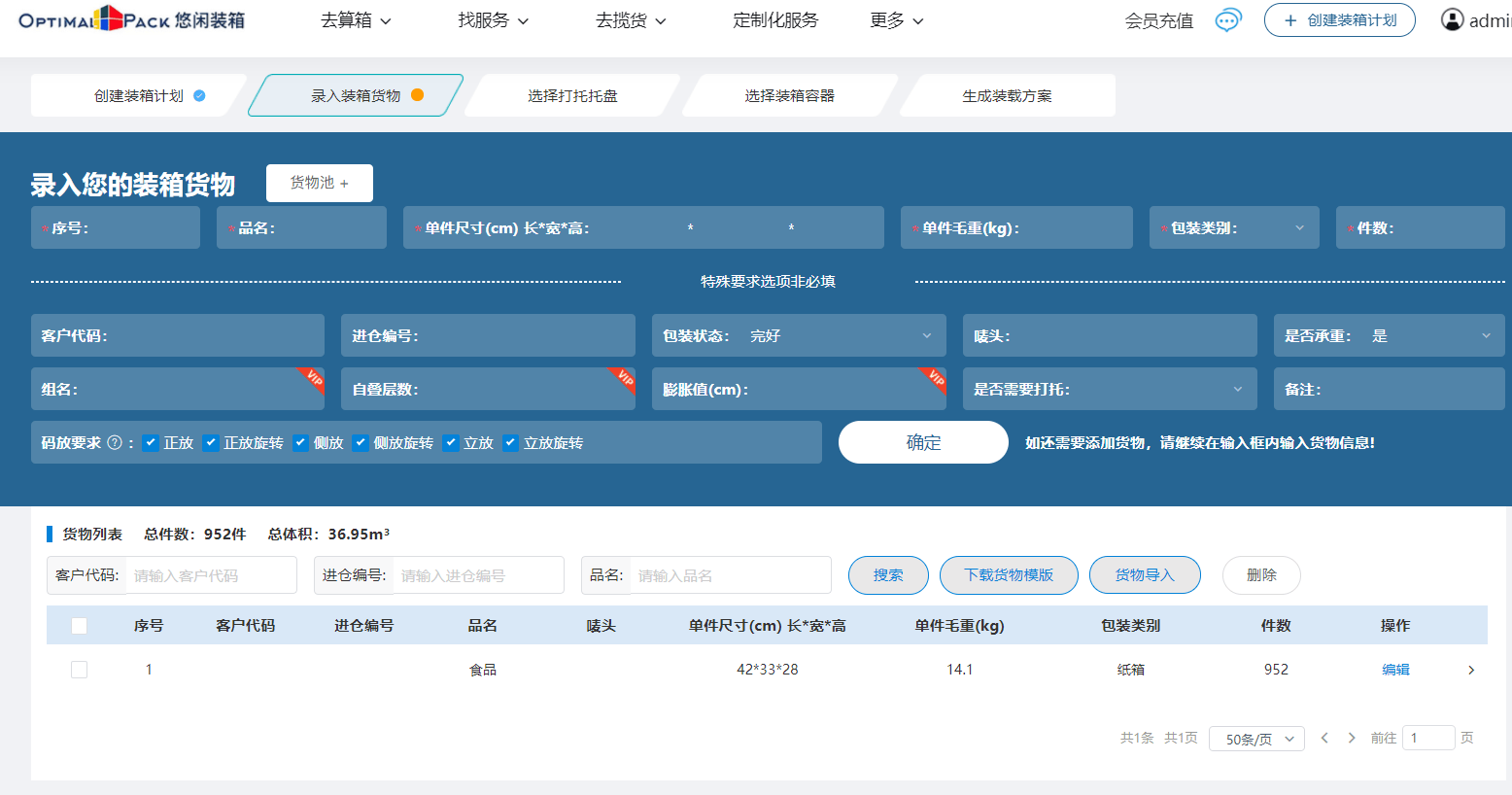
将所有规格输入系统,在真实集装箱尺寸内自动排布。系统计算的是每件货物的具体摆放位置,而非简单体积估算。
2、多规则约束支持
支持设置:最大堆叠层数、禁止倒置、相邻摆放、配套装载、不同运输模式规则;在保障安全的前提下优化装载率。
3、可视化装柜图输出
生成三维排柜图、支持手机查看、支持分享仓库执行,减少现场反复试排时间。
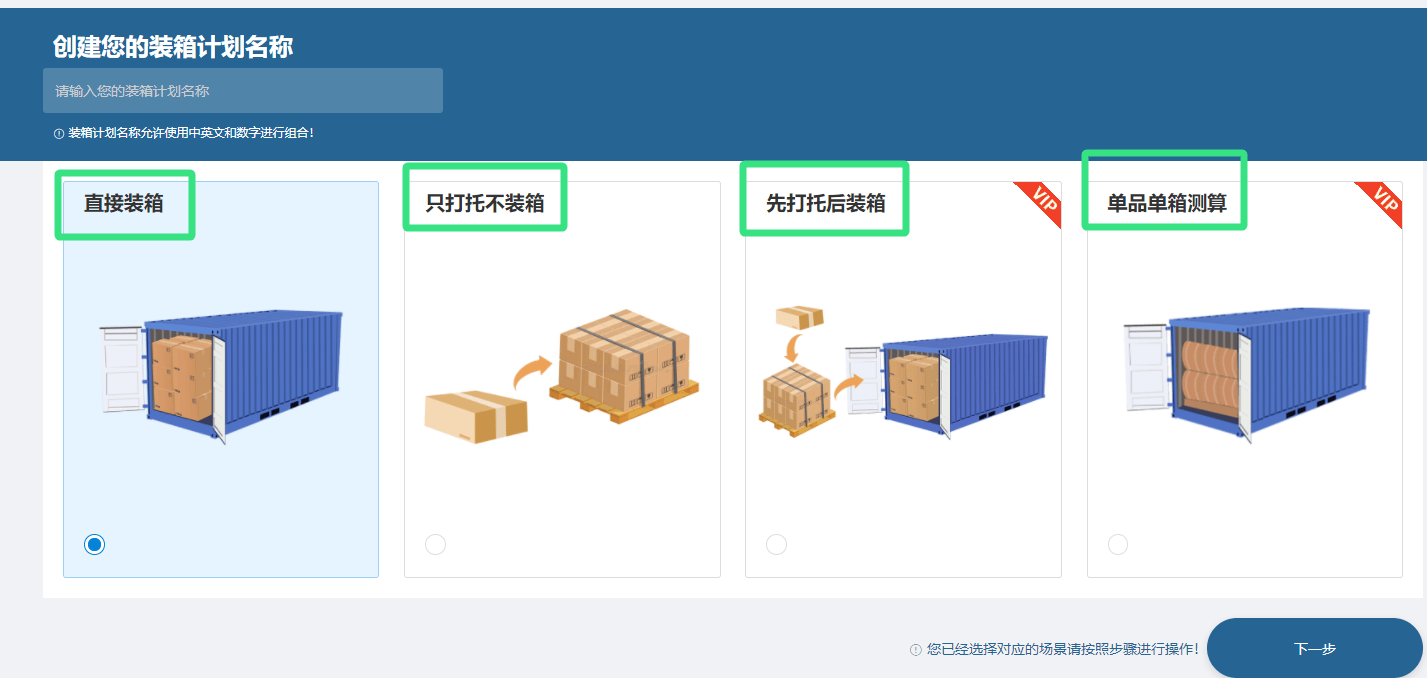
4、多场景支持
先打托后装箱、只装箱、只打托、混装优化
5、企业级能力
注册免费使用、无需下载安装、支持API对接ERP、支持本地部署、支持定制开发,让排柜成为企业标准化流程。
家具属于典型体积型产品。当装载率从88%-90%提升到95%:可能直接减少一个整柜。减少的不仅是海运费,还包括拖车费、港口操作费、装卸成本。对于家具出口企业而言,空间利用率就是利润率。
如果你的企业正在出口装饰家具,面对多规格混装、空间浪费、堆叠不合理等问题,可以先用“悠闲装箱”做一次真实模拟测算,对比人工方案的差异,再决定是否继续依赖传统排柜方式。










